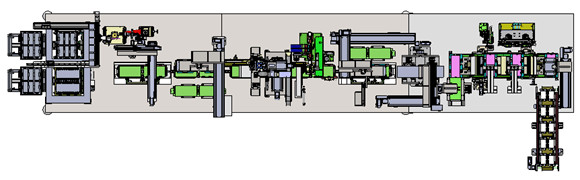
Carga e descarregamento automáticos da detecção do CCD do equipamento de soldadura do laser da placa de transferência
função e introdução de 3,1 dispositivos
O dispositivo soldou a parte de conexão e a tampa superior em uma pela soldadura de laser, colou e cortou automaticamente o material. Com as seguintes funções: o código bidimensional gravado da tampa automática da carga e do descarregamento, o superior, o código de exploração da tampa superior, a tampa superior e a conexão remendam o conjunto e a soldadura de laser, a detecção do CCD, a limpeza do local da soldadura, o esparadrapo da tampa superior e da posição de soldadura da parte da conexão e a detecção, dobradura da pilha, aleta da pilha, função obrigatória da pilha.
3,3 módulos principais e exigências funcionais
Exigências técnicas funcionais principais
As baterias que alimentam 1 projeto flexível do manipulador, relação do produto adotam o material não metálico, equipado toda com a correlação (ou a reflexão) têm o sensor material da detecção, o manipulador são proibidas nas áreas tais como o contato direto com o material do metal do uso do produto, asseguram-se de que as baterias não desloquem, em processo de transferência estejam equipadas com o tipo válvula da pressão de solenoide, os produtos da garantia não caem quando expirados sem eletricidade, não repetem a precisão da operação +/- de 0,05 milímetros ou de menos.
Verifique o sentido entrante da bateria.
3. As partes moventes do fio são feitas do fio flexível flexível flexível alto do multi-núcleo.
Durante o processo de transferência, a pilha será transferida sob a proteção do dispositivo bonde, e o deslocamento relativo entre a pilha e o dispositivo bonde não ocorrerá. O número de épocas que a pilha é travada na máquina não deve ser mais de quatro (com exclusão do número de épocas a pilha vai dentro e fora da máquina).
A tampa superior que alimenta 1 relação material da placa e do equipamento tem um projeto do batente traseiro.
2. Projeto flexível do manipulador, proibe-se para usar materiais do metal diretamente nas partes tais como o manipulador em contato com o produto. Contato com o telhado na medida do possível para usar o projeto da vacância.
1. Se há um código do qr na tampa superior, está usada para a rastreabilidade material. Depois que o material é feito a varredura e carregado, a tampa de bateria é laser codificado. Se você não toma direto grave o código.
2. A máquina da codificação do laser foi usada para codificar a tampa superior da coluna do polo, e o efeito da codificação foi verificado por meio da leitura do código. O equipamento lê e identifica o código do qr depois que o código é imprimido, e liga a informação do conjunto da coluna do grupo e do polo da tampa superior.
3 - mordido com mecanismo da remoção de poeira.
4. A taxa de êxito de leitura automática do código de barras superior gravado ≥99.9%.
A posição e o tamanho de 5 jardas serão sujeitos aos desenhos fornecidos pelo comprador.
um número de 6 séries do código de n pode automaticamente ser aumentado, a hora/data pode automaticamente ser mudado, o código de barras pode ser limitado com o caráter, e mudança ao mesmo tempo.
Em processo do código 7n, não deve haver nenhum problema anormal tal como o aumento ou a diminuição do código do peso e do número, e o software deve ser fornecido para impedir a ocorrência do código do peso.
8. A posição da tampa exterior do parafuso de focalização é equipada com uma escala da escala (0.1mm) para facilitar a focalização rápida e quantitativa.
9. O Ipc é conectado com a arma do código para fazer a varredura do código na tampa superior do codificador (incluindo o código de barras entrante e o código de barras da empresa). O software da exploração do código deve ter a função do código anti-pesado dobro e pode ser transferido arquivos pela rede ao sistema.
A superfície exterior da tampa superior é usada como a referência para evitar defocusing anormal devido à diferença da espessura de materiais entrantes.
O sensor da cor é usado para detectar o sentido da placa de cobertura e do polo positivo e negativo antes da soldadura de laser.
soldadura de laser 2 para encontrar a tensão > o 200N (força de tesoura). As marcas da soldadura de laser após a adesão de rasgo, não podem produzir o ponto da explosão da soldadura, a soldadura e a outra soldadura má, à exceção da contaminação ou da deformação de materiais entrantes.
3. Remoção de poeira coaxial do lugar da soldadura, velocidade do vento ≥15m/s.
4 durante o processo da soldadura, a bateria serão protegidos no conjunto, e a escória da soldadura não espirrará na superfície da bateria e da tampa superior. (veja as seguintes instruções para plano detalhado da proteção da poeira), a área de solda será desempoeirada, e a escória da soldadura será absorvida eficazmente. As partes com a escória da soldadura do respingo unida ao trabalho feito com ferramentas ou à tampa protetora serão desempoeiradas igualmente eficazmente.
O mecanismo de aperto assegurar-se-á de que o adaptador esteja no contato próximo com a placa de cobertura antes de soldar para evitar a soldadura virtual.
O poder da máquina de soldadura do laser é 4000W ou acima do laser contínuo da fibra, e a definição da exposição do poder é 1W.
A distância focal da cabeça do laser pode ser indicada e ajustado digitalmente, com uma escala de -5.0~+5.0mm, e a precisão ≤0.05mm do ajuste. O sentido da distância focal tem uma escala/seletor com uma precisão da escala de 0.1mm, para verificar defocusing
Os parâmetros da soldadura devem ser visualizados, rastreáveis e encadernados com o código de barras da tampa superior.
O workpiece é estacionário, e os movimentos do sistema da cabeça do laser ao longo dos machados de X, de Y e de Z. A precisão de posicionamento repetida é ≤±0.05mm.
Com o módulo de armazenamento do parâmetro da soldadura, é conveniente chamar rapidamente os parâmetros de produtos diferentes ou ajustar e armazenar os parâmetros de processo. A quantidade do armazenamento é exigida ser os grupos ≥5.
11. A soldadura será baseada na superfície interna da coluna do polo da tampa superior, para evitar defocusing anormal devido à diferença da espessura de materiais entrantes, tendo por resultado a soldadura pobre. Ao mesmo tempo, a função da medida da distância é exigida para monitorar a mudança da distância focal.
O comprimento da fibra ótica não excede 20 medidores.
Revestindo com borracha o módulo
1. Após a conclusão da soldadura de laser, aplique 1 parte de fita protetora de alta temperatura aos pontos positivos e negativos da soldadura de laser respectivamente; Depois que o núcleo é fechado, a fita está colada na cauda e no lado da pilha
As ferramentas adesivas serão feitas do material especial da anti-vara ou dos outros métodos da anti-vara.
O comprimento e a posição da fita adesiva podem ser ajustados; A posição adesiva é simétrica ao centro da área da marca da solda, e o desvio da precisão da posição adesiva é ±0.5mm.
4. Grave os dois lados e a parte inferior da bateria após o ligamento, e cole a quantidade e a posição da fita de acordo com as exigências de cliente.
5. Limpe a função da detecção e do aviso prévio da borracha defeituosa
O sensor da cor deve ser usado para detectar se o esparadrapo falta.
7. A operação do mecanismo esparadrapo é estável e segura, e o rendimento esparadrapo é ≥99.5% para assegurar-se de que os produtos defeituosos não estejam permitidos fluir no processo seguinte.
a parada 8 para a função em mudança ≤2min da borracha, a taxa de êxito de mudança da borracha é 100%.
Após o polo de dobramento e de fusão do módulo 1 o talão é dobrado, a coluna do polo e a placa de conexão não excederão a borda da tampa superior, e a dobra não danificará a coluna do polo, o talão do polo, o ponto de solda e outras peças
a orelha 2 polar que puxa e que rasga não é permitida em processo do núcleo-fechamento.
Depois que o núcleo é fechado, os lados e a parte inferior estarão colados e a detecção adesiva será conduzida.
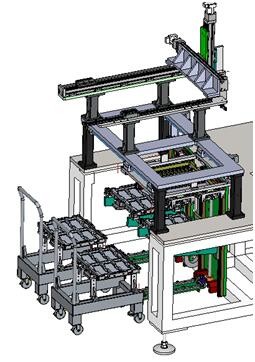
O mecanismo de alimentação da placa de cobertura inclui principalmente o carro de alimentação, bandeja da placa de cobertura, mecanismo de levantamento da pálete, mecanismo vazio de transferência da bandeja, manipulador de alimentação do pórtico. A realização principal da placa de cobertura depois que o material será manualmente desembala a placa de cobertura na bandeja, através do carro ao nível de alimentação do mecanismo de alimentação, o manipulador tomará automaticamente a placa de cobertura, bandeja vazia de volta ao carro, pôs a placa completa depois que o carro será afastado manualmente.
O codificador é composto principalmente do mecanismo do codificador, do ajuste do codificador, do mecanismo da remoção de poeira, da braçadeira da tampa e do cilindro giratório. Realiza principalmente a gravura bidimensional do código no cilindro do polo da placa de cobertura, e então depois que o código é gravado, o código é feito a varredura então para ligar a informação da placa de cobertura ao código bidimensional, e a informação bidimensional do código é transferida arquivos pela rede ao sistema para a gravação e a leitura fáceis; A poeira do processo de codificação é recolhida pelo sistema da remoção de poeira.
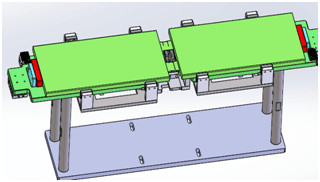
O mecanismo de posicionamento secundário da pilha elétrica é composto principalmente de um suporte e de um mecanismo de regulamento três-tomado partido. Realiza principalmente o ajuste da distância entre as pilhas elétricas terminadas pela soldadura ultrassônica para cumprir as exigências da distância para a soldadura da placa de adaptador. O lado curto das pilhas elétricas é invertido e alinhado no centro através do cilindro. O sentido do comprimento é baseado na referência de posicionamento da posição de fim polar da orelha, e o outro lado do cilindro é ajustado para cumprir as exigências para a distância entre as pilhas elétricas.
estação 3.3.4 de solda
A estação da soldadura é composta principalmente de soldar o módulo linear triaxial, junção da soldadura de laser, tubulação de fumo coaxial e aplainar o mecanismo da proteção. Realiza principalmente a soldadura de laser do adaptador. O mecanismo aplainando antes que soldar comprima o adaptador e a placa de cobertura, conduz a junção da soldadura ao movimento através do módulo linear triaxial, e o sistema da remoção de poeira fumam simultaneamente e a remoção de poeira através da tubulação de fumo coaxial. As medidas específicas da proteção da remoção de poeira são como segue:
O mecanismo da pressão cabe proximamente o adaptador com a superfície do cilindro da tampa superior através da placa de cobertura, e a cabeça de pressão da placa de cobertura tem um mecanismo flexível da mola, de modo que o adaptador positivo e negativo e a coluna do polo possam ser comprimidos mesmo se não está no mesmo plano. O protetor da soldadura encerra a área de movimento da junção da soldadura e cobre a superfície da pilha. A escória e o respingo da soldadura gerados no processo da soldadura são separados da pilha e da tampa superior para impedir a escória e para respingar-la da queda para fora.
Há tubulações da remoção de poeira em ambas as extremidades da placa de imprensa da soldadura, que são conectadas ao purificador do fumo. A cabeça de soldadura é equipada igualmente com a tubulação de fumo coaxial. No processo da soldadura, três tubulações de fumo são usadas para remover a poeira e fumar ao mesmo tempo para assegurar-se de que a escória e o fumo de solda possam ser removidos a tempo.
Compromisso da cooperação
1. Promessa nova do equipamento
Nossa empresa garante que os bens fornecidos aos clientes são equipamento brandnew, completo e não utilizado.
2. Compromisso da confidencialidade
Nossa empresa promete que sem a autorização escrita de nenhum partido, dos desenhos relativos do outro partido, da informação técnica, dos segredos da informação do negócio e de outros setor e de segredos técnicos não deve ser escapado aos terceiros em nenhuma maneira.
3. Compromisso do serviço pós-venda
(1) dois meses da data da expedição do equipamento, o partido B é responsável para falhas não-humanas em uma garantia oportuna e livre dentro de um ano (quando o equipamento é defeituoso, o pessoal de serviço pós-venda responderá dentro de 2 horas após ter recebido a notificação. De acordo com a situação, os pessoais devem ser no lugar dentro de 48 horas. Não mais tarde de 60 horas, para assegurar a continuidade da produção pelo comprador;
(2) após o equipamento passou o período de garantia, se há um problema, os dois partidos comunicam-se e tratam-se ele. Caso necessário, os pessoais pós-vendas serão enviados para repará-lo, e somente o custo será carregado. Zh
(3) durante o período de garantia estipulado no contrato e no acordo técnico assinados pelos dois partidos, a empresa fornecerá uma garantia para os problemas da qualidade que não são causados por dano humano durante o uso normal de nossos produtos.