

Máquina de soldadura de dobra automática do equipamento de produção da bateria do níquel do ferro
1. Exigências técnicas para o alimentador de dobra da placa
1.1. O equipamento é conectado ao equipamento de soldadura do grupo do polo, e seus velocidade da soldadura e fósforo do controle do equipamento com o equipamento de soldadura do grupo do polo, para realizar a dobra da placa e da placa antes da soldadura do grupo do polo, e a placa é enviado automaticamente ao equipamento de soldadura, e dos pontos convexos não serão danificados depois que a placa é dobrada. O equipamento tem um alto nível da operação da automatização, a estável e a segura, e pode cumprir as exigências da produção contínua de 24 horas.
1.2. Trabalhos: A estação de alimentação posta artificial da placa (que alimentam uma estação três, põe o peso diferente da placa) e as movimentações do motor o parafuso serão a primeira estação da placa até o lugar especificado e o cilindro de alimentação do manipulador eletroímã, para absorver as elevações da placa - almofada de alimentação do cilindro do manipulador ao guia - placa à queda no trilho de guia, transportando o mecanismo à placa de impulso aos componentes do molde do cilindro e posicionando - morre para baixo a placa reforçada da placa mesmo que dobra-se a transportar o mecanismo que dobra a boa placa lançar-se-á, ao mesmo tempo alimentando o manipulador para remover uma parte de placa sob a primeira estação aos componentes do molde à repetição da placa no molde, até que você tomarem a chapa de matrícula ajustada da primeira estação e o manipulador de alimentação no segundo lugar para remover a placa aos componentes do molde à repetição da placa no molde, até que você conseguir à segunda estação chapa de matrícula ajustada e o manipulador de alimentação na terceira estação remover a placa aos componentes do molde à repetição da placa no molde, até que você obtiver à terceira estação número ajustado de placa à placa no cilindro da aleta da estação da aleta ao mesmo tempo, girar 90 graus para a placa que os componentes móveis lançarão a placa, componente de alimentação às soldas - ciclo da placa por sua vez.
1.3. Modelo e especificação do produto: (unidade: milímetro)
| O nome do | O comprimento do | A largura do | A espessura do |
| placa | 160-420mm | 115-171mm | 1.5-7mm |
| Mesmo a placa endurecida | 51-71mm | 30-60mm | 0.5-1.2mm |
1.4. Eficiência: 12PPM.
1.5. Equipamento seguro, baixa taxa da manutenção, manutenção conveniente e durabilidade. Dispositivos bondes, interruptores, soquetes equipados com a tampa protetora contra poeira.
1.6. Coloque manualmente a placa no nível de alimentação. Há três estações de carregamento com as placas de pesos diferentes. A distância entre os trilhos de alimentação é ajustável.
1.7. Há um tanque da coleção para a coleção do pó sob sobrecarregar.
1.8. A superfície de funcionamento é próxima ao soldador do ponto para a operação fácil.
1.9. A pressão do cilindro do impulsionador do gás-líquido usado dobrando-se é: 1T.
1.10. Os botões separados são ajustados na relação com o soldador do ponto, que é conveniente para o funcionamento manual da almofada.
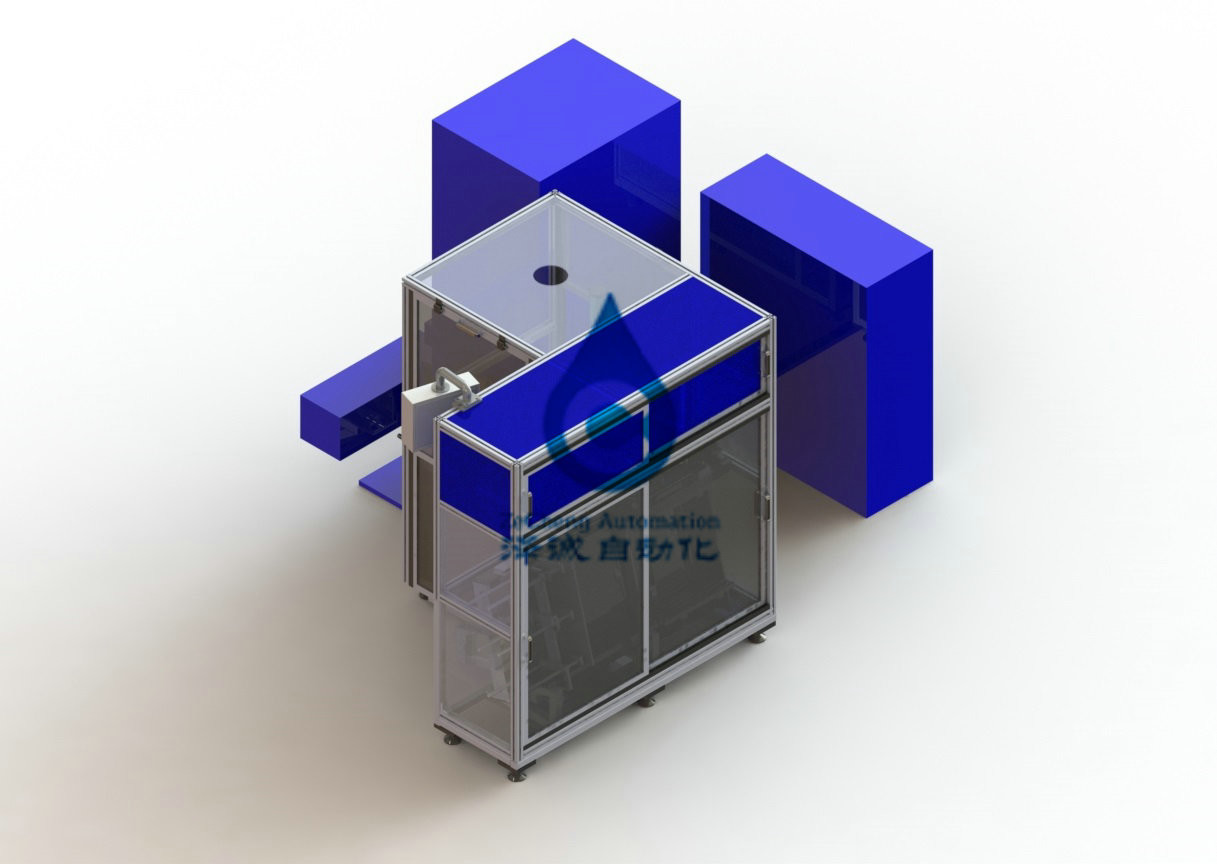
1.11.Generalequipmendawing
![]()
2. Termine a descrição da máquina do alimentador de dobra da placa
2.1. Tabela de componentes principais do equipamento de dobra do alimentador da placa
| O número de série | Composição do sistema | A configuração de sistema | O número de |
| 1 | Sistema da cremalheira | 1 grupo de | |
| Construção de esqueleto soldada | 1 | ||
| Cromo das bancadas A3 chapeado | 1 | ||
| 2 | Sistema de alojamento | Perfis de alumínio e plexiglás | 1 grupo de |
| 3 | Sistema de alimentação | 3 grupos de | |
| O motor | 1 | ||
| Rolamento linear | 2 | ||
| Placa de apoio | 6 | ||
| Parafuso da bola - com prata | 1 | ||
| 4 |
Sistema de manipulador de alimentação |
1 grupo de | |
| parafuso | 1 | ||
| Trilho de guia linear - chapeamento de prata | 4 | ||
| cilindro | 3 | ||
| 5 |
Sistema de alimentação
|
1 grupo de | |
| cilindro | 2 | ||
| Verifique o componente | Seis grupos de | ||
| Rolamento linear | 6 | ||
| 6 | Dobrar-se morre sistema | 1 grupo de | |
| cilindro do impulsionador do Gás-líquido | 1 | ||
| Arbusto do guia | 2 | ||
| cilindro | 2 | ||
| 7 | Anulando o sistema da aleta | 1 grupo de | |
| cilindro | 1 | ||
| carregamento | 6 | ||
| 1 grupo de | |||
| 8 | Sistema do impulso da placa | cilindro | 1 |
| Empurre a faca | 1 | ||
| Trilho de guia linear - prateie o chapeamento | 2 | ||
| 9 | Anular transportando o sistema | 1 grupo de | |
| cilindro | 1 | ||
| Trilho de guia linear - chapeamento de prata | 1 | ||
| eletroímã | 3 | ||
| 10 | Sistema de controlo | 1 grupo de | |
| PLC, omron | 1 | ||
| Tela táctil - tong TAI do kunlun | 1 |
2.2. Parâmetros técnicos do equipamento
|
Especificações da máquina projeto |
ZBBE06B-00 | |
| Parâmetros técnicos | A eficiência da produção | 12PPM |
| Sistema de ar comprimido | Fonte de ar fornecida pelo partido a | |
| Poder total (quilowatts) | 1,7 | |
| Poder de funcionamento normal (quilowatt) | 1,5 | |
2.3. Componentes principais do equipamento
2.3.1. Sistema do quadro: feito pela soldadura do quadrado 40x40x3, a superfície da pintura, a cor principal da aparência do equipamento é gsb05-1426-2001
8 PB07 iluminam (ferro) a cor azul. A carcaça é galvanizada com a placa de aço de 25mm, a aparência total é bonita e a estrutura é estável.
2.3.2. Sistema da tampa: pela seção de alumínio do quadrado 40*40, o plexiglás da placa da porta é claro de vidro, uso para cima e para baixo a porta deslizante e saiu e endireita da maneira da porta deslizante, acima de um cabine do armazenamento
2.3.3. Sistema de alimentação: há três estações com as placas do peso diferente. De acordo com as exigências tecnologicos quando os três pontos em um tela táctil ajustaram cada quantidade de alimentação da estação de trabalho, em princípio da primeira estação começou a tomar o material, tomam a primeira estação estabelecida e tomam então o segundo lugar, o número de buscou a um segundo lugar uma quantidade ajustada e tomam então a terceira estação, após a terceira estação tomam a soldadura completa da placa, assim ciclo. Cada vez que uma placa é levada embora, conduzido pelo parafuso do motor, a placa restante aumenta a uma posição, e há um dispositivo de alarme quando não há nenhum material na estação. O número de placas para cada estação pode ser ajustado separadamente.
2.3.4. Sistema de manipulador de alimentação: está livre mover-se em três estações para pegarar materiais. O movimento no sentido de X é conduzido principalmente pelo parafuso movimentador pelo motor, e o movimento no sentido de Y é terminado por dois cilindros.
2.3.5. Sistema de alimentação: responsável para enviar a placa na trilha a cada estação até o componente de inversão, composto principalmente do componente de ajuste da trilha e do componente da verificação da alimentação. O ajuste da trilha é usado para ajustar a largura da trilha.
2.3.6. Sistema de dobra do molde: quando a placa é empurrada para a estação do molde, a placa está ajustada pelo talão do polo que posiciona o cilindro, o cilindro do impulsionador do gás-líquido é abaixado para dobrar o talão do polo em 90 graus, e a pressão do cilindro do impulsionador do gás-líquido é 1T.
sistema anulando da aleta 2.3.7: lance a placa horizontal 90 graus, sugue a placa na placa da aleta pelo ímã, e empurre a placa da aleta pela aleta do cilindro da aleta ele 90 graus.
2.3.8. Chapeie o sistema do impulso: depois que a placa é lançada, a placa está empurrada para a placa de apoio do sistema anulando da aleta pelo sistema do impulso da placa. É principalmente cilindro composto do ofpushingknifeand.
2.3.9. Sistema de transtorte material: não empurrar a placa que empurra o sistema, com o material de placa do apoio do eletroímã que transporta o sistema sob mover-se oposto à placa de apoio que anula a aleta, abre entre apenas certo para uma espessura da placa, a placa que empurram o sistema para empurrar a placa no passado, a eletricidade do eletroímã para absorver o material de placa que transporta o sistema, e envia-o então à estação da soldadura.
2.3.10. Sistema de controlo: a máquina é equipada com um painel bonde, o interruptor do escapamento, a fonte de alimentação da estabilidade da C.C. e os outros componentes de circuito do poder, PLC do controle, dispositivo de controle da válvula de solenoide e assim por diante. E conexão externo, usando conectores e a tabela terminal. O PLC adota o omron. Os cabos e os canais de ar entre o outro equipamento são prendidos e conduzidos abaixo. O sistema de controlo inteiro, interruptor, tomada, tratamento da poeira do uso do soquete, para impedir bonde procura um caminho mais curto.
2.4. Meios da energia
Contra 2.4.1. A fonte de alimentação
2.4.1.1. Tensão AC380V, fase monofásica, frequência 50HZ; A flutuação da tensão é menos de ±10%.
ar 2.4.2
2.4.2.1. Pressão 0,4 ~ 0.6mpa, ar comprimido seco limpo.
2.4.2.2. Tráfego 30 L/MIN.
1. Promessa nova do equipamento
Nossa empresa garante que os bens fornecidos aos clientes são equipamento brandnew, completo e não utilizado.
2. Compromisso da confidencialidade
Nossa empresa promete que sem a autorização escrita de nenhum partido, dos desenhos relativos do outro partido, da informação técnica, dos segredos da informação do negócio e de outros setor e de segredos técnicos não deve ser escapado aos terceiros em nenhuma maneira.
3. Compromisso do serviço pós-venda
(1) dois meses da data da expedição do equipamento, o partido B é responsável para falhas não-humanas em uma garantia oportuna e livre dentro de um ano (quando o equipamento é defeituoso, o pessoal de serviço pós-venda responderá dentro de 2 horas após ter recebido a notificação. De acordo com a situação, os pessoais devem ser no lugar dentro de 48 horas. Não mais tarde de 60 horas, para assegurar a continuidade da produção pelo comprador;
(2) após o equipamento passou o período de garantia, se há um problema, os dois partidos comunicam-se e tratam-se ele. Caso necessário, os pessoais pós-vendas serão enviados para repará-lo, e somente o custo será carregado. Zh
(3) durante o período de garantia estipulado no contrato e no acordo técnico assinados pelos dois partidos, a empresa fornecerá uma garantia para os problemas da qualidade que não são causados por dano humano durante o uso normal de nossos produtos.
![]()
![]()
![]()













